

相關資訊
Related News- 揭秘金屬涂裝的“綠色心臟”:高效熱泵助力環保制造
- 加熱制冷測試平臺:數據中心中央冷卻設備制冷能力測試的核心利器
- 歐麥朗高溫熱泵在金屬涂裝前處理中的創新應用
- 熱泵技術驅動工業脫脂:高效、環保、可持續的加熱解決方案
- 防火門表面漆烘干 歐麥朗熱泵烘干房來助力
- 無動力太陽能技術落地南京幼兒園:節能環保新典范
- 高溫變頻復疊式雙源熱泵,解鎖工業能效新高度
- 熱泵回收反應釜冷卻水余熱技術在化工生產中的應用
- 空氣能恒溫熱泵:工廠化室內水產養殖水體恒溫的革新解決方案
- 歐麥朗工業空氣能熱泵:涂裝線加熱工藝的綠色革新方案
- 教職工宿舍太陽能-空氣能熱水系統:綠色校園建設的創新實踐
- 引領工業4.0的新寵——熱回收型產品研發陪試設備
聯系我們
Contact Us地址:新北區龍虎塘新區產業園區
電話:13706164559
手機:13706164559(微信同號)
QQ:2242597105






木材烘干解決方案
詳細說明
木材是由各種細胞組成的非均質材料,是具有多孔性、吸濕性的生物材料。木材中的水分含量直接影響到木材在使用過程中的干縮、濕脹、開裂、變形等問題。因此木材烘干的難點如下:
1、木材品種多,不同木材的烘干工藝有很大差異。
2、烘房容量大,溫度場、速度場不易均勻。
3、大多數木材屬于硬木,預處理不當容易開裂,以及排濕過程沒有精準控制,木材容易扭曲變形。
4、干燥過程中新風的進入會導致烘房溫度下降,木材表面毛細管收縮而使內部水分無法排出。
我公司了解和掌握木材干燥過程中熱、質傳遞和木材內部應力、應變的變化規律,獨立研發了一款以空氣源熱泵為主的木材烘干設備,獨特的風道系統和加濕系統設計,以綠色、、安全為主題,精準控制干燥房內的溫度、濕度以及流場的均勻性,合理制定木材干燥的工藝基準。可實現無人值守和遠程監控,大大提高的人員的工作效率,縮減了企業的維護成本。
產品的優越性:1、系統的穩定性:熱泵系統的主要部件采用品牌保證了系統的運行穩定性;產品經過嚴格的檢驗測試,整機可持續24h不間斷自動工作。2、顯著:空氣源熱泵系統是通過吸收空氣中低品位能源轉換為高品位熱能來進行木材烘干,其能效是電熱管加熱的4倍左右。3、自動化程度高:控制系統在精準的數據指導下調整狀況,控制溫度和濕度,合理設計風道系統,使溫度場分布均勻,減小溫控誤差。設有科學的干燥曲線程序,智能控制烘干時間,排濕時間,杜絕人為操作誤差。 4、綠色:機組運行時不產生任何廢水廢物,不造成污染物排放。
木材熱泵烘干工藝簡介
木材堆放要求
1、隔條放置正確,材堆大小適宜,窯內堆放均勻,氣流狀況良好;
2、烘干房內的木材材質與含水率狀況相同或相近;
3、烘烤房內的木材厚度偏差不應過大;當厚度偏差明顯時,應使用同一層木板厚度一致,以保證每一塊板都能被隔條壓住;
4、隔條放置正確:
(1)隔條間距應適當,以減少板材變形并保證氣流通暢;
(2)隔條應與材堆長度方向相垂直,各層隔條在高度方向上保持在一條垂直線上,并落在材堆或托盤的支撐橫梁上,要保證材堆內的正常通風與氣流通道暢通;
(3)隔條側面離材堆端部的距離應在一個隔條寬度內,隔條長度和材堆的寬度一致,隔條的寬度要求均勻;
5、烘烤房堆放時:
材堆之間前后間距保持在10cm左右,以保證即使板材之間未對齊,也不會形成阻塞,影響氣流循環;
在材堆深度方向,材堆側面與后墻,材堆與大門間要留有足夠空間(氣道);在高度方向上,材堆頂部或所壓重物距頂棚距離控制在10—20cm左右;
6、材堆長度方向與氣流方向垂直,不允許將材堆長度方向順著氣流方向堆放;
7、材堆形狀為正六面體,材堆兩側應整齊垂直,當鋸材長度不同時,長的好堆在材堆的下部和兩側,短材應堆在材堆的中間和上部,以保證材堆的穩定性;
8、迎風面必須裝滿材堆,不能出現空檔;若材堆尺寸不能與烘烤房匹配或干燥木材偏少時,可以交叉堆放材堆(合理搭配),以防止氣流短路,影響干燥質量。
9、材堆堆放或疊放要整齊、穩定,防止干燥過程中材堆倒塌造成事故;
10、在材堆上面的隔條的位置上放置重物(水泥塊)壓住,為防止材堆上部幾層木材發生翹曲。
11、開關烘烤房門,要注意安全,緩慢移動,規范開關烘烤房門。
木材干燥過程的實施
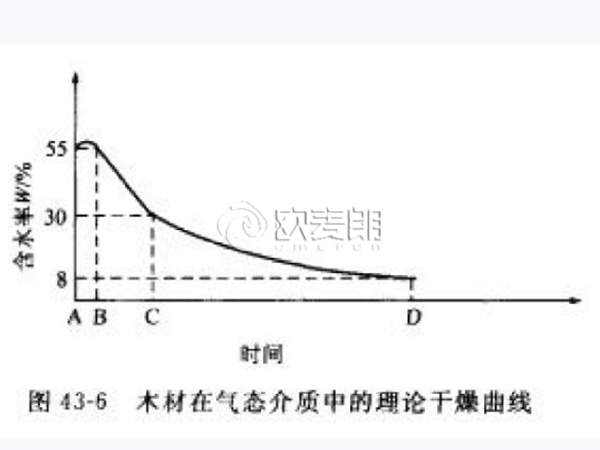
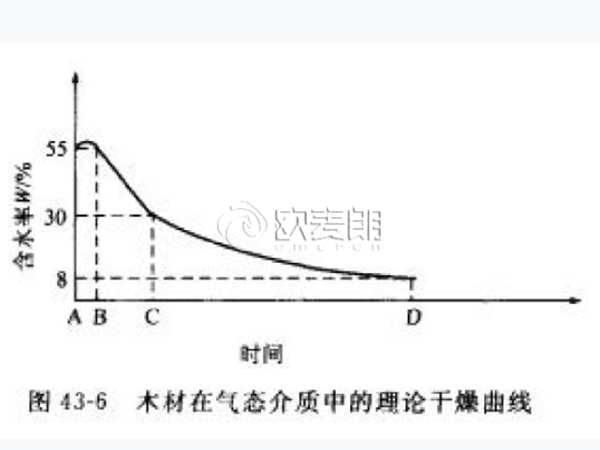
1、預熱階段(A—B段)
木材干燥開始時首先要對木材進行預熱處理。
目的:提高木材溫度使其能夠均勻受熱;軟化木材,消除應力;打通水分通路;使其含水率梯度和溫度梯度一直,促使木材內部水份重新分布,提高木材可塑性,防止木材開裂、變形,同時脫脂殺菌,提高尺寸穩定性。預熱時間大約是:夏季為8-16h,冬季12-24h。預熱溫度為65℃,濕度沒有固定要求,不作排濕(即此階段排濕風機不啟動。
2、等速干燥階段(B—C段)
此階段主要是自由水的干燥過程。在等速干燥階段,有木材表面蒸發自由水,表層的含水率保持在接近于纖維飽和點的水平,此時有足夠數量的自由水供表面蒸發,干燥速度固定不變。只要烘烤房內的溫度、濕度和循環速度不變,含水率的降低速度也就保持不變。由于木材表層的自由水蒸發完畢后,內部還有自由水,所以曲線圖向下傾斜直線線段的終了,并不等于木材內的自由水已經完全排除。在等速干燥階段時,烘烤房內的溫度越高,濕度越低時,自由水蒸發越強烈。但是考慮到木材會發生變形、開裂等現象,本調試方案中設計等速干燥階段的烘干溫度為65℃,烘干時間為24小時,濕度控制在50%~60%之間。
3、減速干燥階段(C—D段)
在減速干燥階段,表層的含水率低于纖維飽和點,由內層向表面移動的水分數量小于表面的蒸發強度,干燥速度逐漸緩慢,到干燥終了時等于零,打到平衡含水率。此階段中主要是纖維內層的水分向外界排放,溫度不需要、段的烘干溫度設計在65℃,烘干時間約為60小時,濕度控制在30%~40%之間。
4、烘干結束。


 小程序
小程序